Steel balls and rods are frequently used in tumbling mills as grinding media to assist in ore breakage. Fresh media are regularly fed into these mills to replace the media that are consumed though wear processes, and to maintain a steady filling level. Replacement grinding media can cost as much as comminution power consumption1. Additionally, the mining, smelting, casting and shipping of media consumes a substantial quantity of energy. Therefore, the embodied energy consumed through media wear is an important factor that is not regularly accounted for in the evaluation of comminution and tumbling mill energy efficiency.
Media consumption is typically reported as steel grams required per ore tonne treated. To convert this into the embodied energy consumption, a life cycle assessment (LCA) of the creation and transport of the media to sites is required. The world steel association provides an LCA for 1kg of global steel hot-rolled coil, cradle to gate. Without including recycling, the creation of steel requires 6.011 kWh/kg and creates 2.01 t CO2 equivalent emissions per tonne. Previous studies have used similar figures even though this excludes the energy in casting the grinding ball and transport to the site2. The energy consumed by diesel trucks can be between 0.15 and 0.25 kWh/kg.km3. The proximity of the mine to a city with a population greater than 100,000 was used as the required trucking distance. The average distance recorded for the mines in the energy curve database was 300 km, therefore the average trucking energy for the return trip is approximately 120 kWh/kg. However, this figure varies significantly between different mines due to their remoteness, and does not take into account the potentially significant shipping energy required to get it to the closest population centre.
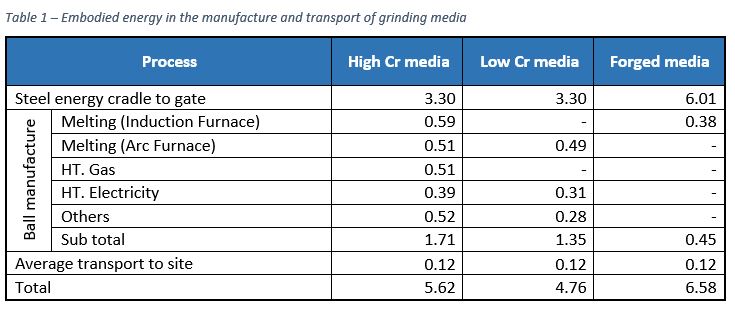
The ball metallurgy also plays a significant role in the embodied energy. For instance, forged balls and high chrome balls require completely different manufacturing processes and feed materials. The feedstock for forged balls is typically bar-stock from an iron and steel making plant. On the other hand, high chrome balls are cast and have a feedstock of 100% recycled scrap steel (including stainless steel and iron) and alloying materials such as graphite, ferrochrome, ferromanganese and ferrosilicon. Although the manufacture of high chromium balls requires more energy than forging, the embodied energy in the steel feedstock reduces to 3.3 kWh/kg using steel with an end-of-life recycling rate of 85%. The energy required to manufacture both forged balls, as well as high and low chromium balls is shown in Table 1. These calculations result in total embodied energy figures for steel grinding media ranging from 4.8 – 6.6 kWh/kg. This is dependent on ball metallurgy, ratio of recycled steel in the feedstock and the trucking distance required to transport the media to site.
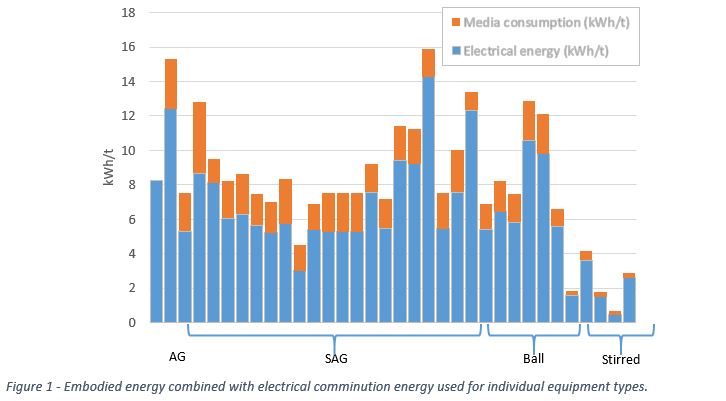
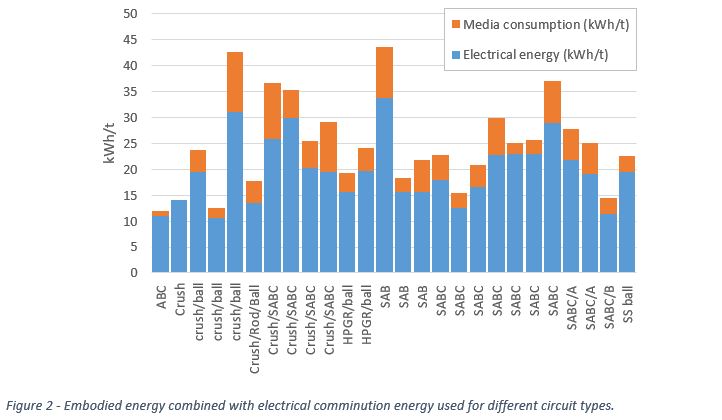
To calculate the embodied energy, media use data was obtained for 34 individual mills in addition to 27 comminution circuits. The total comminution energy for these mills was then calculated by combining the total electrical energy and the equivalent embodied energy (assuming forged balls) consumed through media wear (see Figure 1). In relation to the electrical energy consumption, SAG mills had the highest proportion embodied energy, followed by ball mills and stirred mills. The effect of circuit type on media consumption was also analysed, however, no clear difference in media wear for particular circuit types could be inferred from the current dataset (see Figure 2).
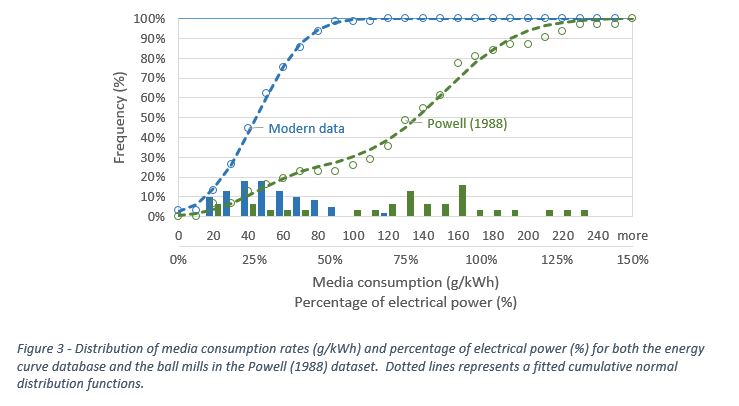
The media consumption rates were converted to the units g/kWhmilling as opposed to g/t to normalise for the effect of mill specific energy and allow the figures for individual mills to be combined with complete circuits. An historic dataset containing media and liner wear information for a large number of small mills was obtained from Powell4. Different types of mills were contained in this dataset including: run of mine ball mills, rod mills, pebble mills, composite (ball and pebble) mills and ball mills. Figure 3 shows the distribution of media consumption in the modern Energy Curve database is shown alongside the historical data from ball mills alone. The media consumption recorded by Powell5 was significantly higher than the modern mills contained in the energy curve database. Powell (personal communication) has suggested that this is likely due to poor quality of the semi-cast steel media that were prominent at that time. These media were manufactured using scrap steel poured into copper moulds which were water-cooled for rapid solidification, resulting in uneven shrinkage and porosity. This porosity led to early failure of balls and high scatting rates6. The bimodal distribution indicates that approximately 25% of mills may have had modern forged balls, whereas the rest contained inferior balls that wore on average 3.4 times faster. This dataset shows how important the steel metallurgy of the balls can be to the wear consumption rate. Powell5 also showed that the consumption of liners was on average 30 times less than the consumption of balls, therefore it was not included in this study. Although liner design and ball compositions have changed dramatically since this time, the difference in wear rate is likely to be similar in modern mills. Liner design and wear rate is more critical to the mill availability, than embodied energy.
Media consumption rates are only known for 18% of the energy curve database. Therefore, attempts were made to elucidate the drivers behind the degree of media wear so that realistic embodied energy figures could be attributed to the remainder of the database. Five key factors were explored:
- Media metallurgy (composition and manufacture)
- Ore abrasiveness (largely driven by silica mineralogy)
- Mill type (SAG/rod/ball/stirred)
- Operation of the mill (mill speed and filling)
- Media size
Unfortunately, due to the high degree of interrelation and the qualitative nature of these factors meant that no clear drivers for media wear were able to be determined. Regression analysis was attempted on a number of factors, but the results were highly scattered relationships with no prime drivers identifiable. Therefore, the only remaining options were to attribute a random statistical distribution or present a reduced energy curves with only the mines where the media consumption was known. Following the plotting of these options, the second option of the reduced energy curve was chosen as there were enough mines to retain anonymity and there was no extrapolation required.
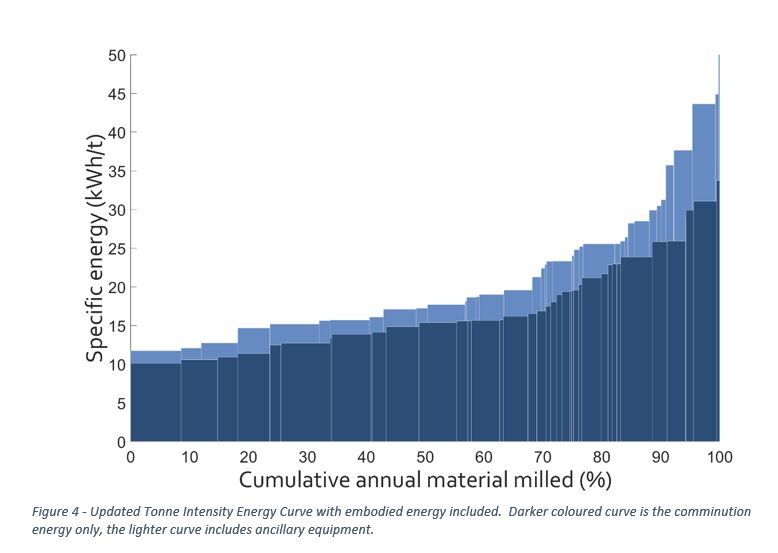
The embodied energy in media wear was added to the specific comminution power to create a new Tonne Intensity Energy Curve. Figure 4 displays the standard comminution specific energy as a dark coloured energy curve in front of the light-coloured tonne intensity curve including embodied energy.